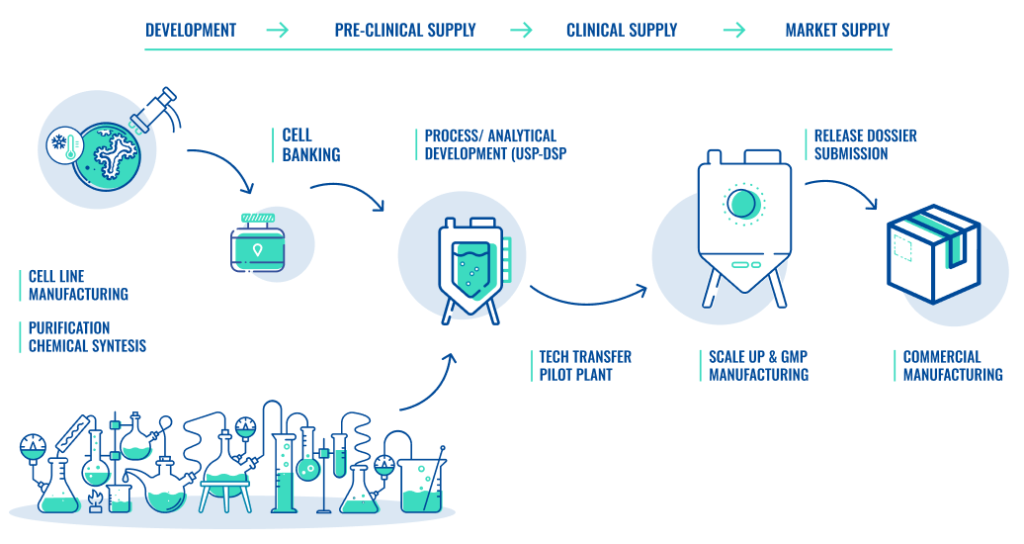
En SUANFARMA CDMO, nos enorgullecemos de nuestras capacidades de síntesis química dentro de la División Industrial. Nuestras fábricas están equipadas para llevar a cabo procesos de síntesis química tanto a escala piloto como industrial. Con un enfoque en la innovación y la eficiencia, hemos desarrollado una plataforma tecnológica integrada que nos permite desarrollar, familiarizar, escalar y validar procesos químicos sin problemas.
Experiencia en reacciones potencialmente peligrosas
Nuestro laboratorio de I+D cuenta con un equipo de químicos y analistas de procesos altamente cualificados. Poseen experiencia específica en el manejo de reacciones potencialmente peligrosas, como hidrogenaciones, carbonilaciones, nitraciones y reacciones en medios superácidos. Nuestros expertos están capacitados para trabajar con reacciones a temperaturas que oscilan entre -80 °C y +160 °C, lo que garantiza una cobertura completa de las distintas condiciones de reacción.
Instalaciones de laboratorio de última generación
Equipado con tecnología punta, nuestro laboratorio de I+D ofrece una amplia gama de recursos para la síntesis química. Disponemos de reactores encamisados (1L y 2L) con características fluidodinámicas que imitan los equipos industriales. Además, disponemos de reactores/hidrogenadores a presión de vidrio y acero inoxidable (de 0,3L a 2L) con capacidad de calentamiento y presiones máximas de hasta 200 bares. Nuestro laboratorio también cuenta con un liofilizador y una unidad analítica especializada con LC-Mass (cuadrupolo simple), UHPLC y numerosos instrumentos de HPLC.
Kilolaboratorio versátil
Nuestro kilolaboratorio, que cumple las normas GMP, es un espacio versátil que da cabida a diversos tipos de productos químicos. Cuenta con reactores encamisados de vidrio, revestidos de halar y de acero inoxidable con una capacidad volumétrica que oscila entre 17 y 113 litros. Estos reactores están conectados a unidades termocriostáticas externas, lo que permite controlar la temperatura entre -20 °C y +110 °C. Además, nuestro kilolab alberga una unidad de destilación completa con múltiples depósitos colectores y condensadores de vidrio, un filtro Nutsche encamisado de 35L y un reactor de presión capaz de soportar presiones de hasta 100 bares. Este reactor puede utilizarse con gases como H2, CO y otros. Para complementar estas instalaciones, proporcionamos columnas de separación, hornos de secado, filtros de cesta y otros equipos auxiliares, haciendo de nuestro kilolab un recurso integral.
Planta industrial avanzada
Nuestra planta industrial consta de dos unidades complementarias y versátiles. La primera, equipada con control remoto automatizado de los parámetros del reactor, representa nuestro último avance tecnológico. La segunda unidad se maneja de forma totalmente manual e incluye múltiples reactores de 700L a 3600L, junto con sistemas de filtración y secado contenidos. Estas unidades nos proporcionan la flexibilidad necesaria para satisfacer eficazmente una amplia gama de requisitos de síntesis química.
Conclusión: En SUANFARMA CDMO, nuestras capacidades de síntesis química están a la vanguardia de la innovación y la eficiencia. Con nuestra plataforma tecnológica integrada, instalaciones de laboratorio de última generación y unidades de planta industrial versátiles, estamos equipados para gestionar cualquier proceso de síntesis química, desde la escala piloto hasta la industrial. Confíe en nosotros para obtener resultados excepcionales en el campo de la síntesis química.