
Haz clic en el icono de la flecha para ver la leyenda e interactuar con el mapa.

























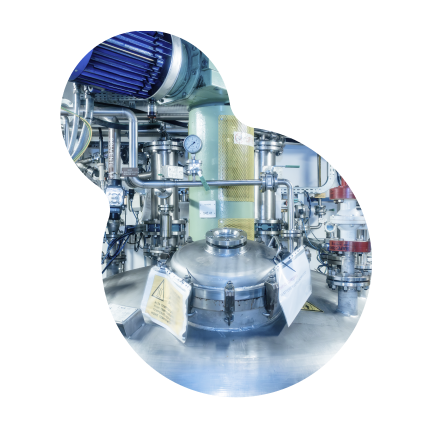
En el núcleo de nuestras operaciones se encuentra el proceso de fermentación industrial. Aquí, los microorganismos se fermentan en grandes biorreactores de acero inoxidable, segregando compuestos bioactivos esenciales.
Este proceso está respaldado por sistemas avanzados de monitoreo que mantienen condiciones ambientales y operativas precisas, asegurando una producción constante y eficiente.
En entornos controlados y meticulosamente mantenidos, se cultivan microorganismos para iniciar los cultivos de fermentación.
Estos cultivos sirven como base para la producción de ingredientes farmacéuticos utilizados en áreas terapéuticas esenciales, como antibióticos para la salud humana y animal y medicamentos inmunosupresores.
Microbiólogos y técnicos cualificados gestionan cada fase de este proceso, garantizando precisión y cumplimiento con estrictos estándares para lograr un crecimiento microbiano óptimo y consistente.
En nuestro proceso downstream, purificamos eficientemente el producto de la unidad de fermentación utilizando equipos avanzados de centrifugación, filtración y secado.
Estas capacidades nos permiten alcanzar altos estándares de calidad mientras aseguramos la recuperación efectiva y el procesamiento de ingredientes farmacéuticos activos de alta calidad.
Nos enfocamos en la recuperación de solventes orgánicos, asegurando prácticas eficientes y sostenibles en nuestras operaciones.
Este proceso minimiza el desperdicio y promueve la reutilización de recursos, reflejando nuestro compromiso con la responsabilidad ambiental.
Utilizamos una unidad de síntesis química para modificar grupos funcionales en moléculas, logrando el producto deseado.
Este proceso asegura precisión y eficacia en la producción de ingredientes farmacéuticos activos de alta calidad.
La unidad de I+D destaca nuestro compromiso con la innovación en la producción farmacéutica. Liderado por científicos especializados, nos enfocamos en desarrollar nuevas tecnologías para ingredientes genéricos en diversas áreas terapéuticas.
Un equipo multidisciplinar asegura el cumplimiento con estándares internacionales mientras aborda el desarrollo de productos, incluyendo diseño de síntesis, servicios analíticos y apoyo regulatorio.
La infraestructura de utilidades asegura el funcionamiento fluido de todos los procesos dentro del sitio.
Esto incluye el suministro de servicios esenciales como agua purificada, vapor, aire comprimido y entornos controlados críticos para mantener la integridad de los procesos de fermentación y purificación.
Aseguramos la disponibilidad inmediata de equipos mediante prácticas de mantenimiento impecables.
Nuestro equipo de ingeniería se centra en optimizar el rendimiento y la confiabilidad, apoyando operaciones eficientes en todos los procesos.
Aunque están presentes en la fábrica, los servicios generales desempeñan un papel secundario y no tienen un impacto significativo en los procesos de producción.


Nuestro laboratorio analítico desempeña un papel fundamental en garantizar la excelencia del producto. Cada lote se somete a pruebas rigurosas para asegurar que cumple con los estrictos parámetros de calidad establecidos por las directrices internacionales.
Desde evaluaciones microbiológicas hasta pruebas químicas y físicas, el laboratorio utiliza instrumentos de última tecnología para certificar el cumplimiento. Solo después de que estas exhaustivas pruebas confirman la adhesión del producto a los estándares más altos, se aprueba su liberación.
Tras el envasado, los productos se almacenan temporalmente bajo condiciones controladas de temperatura en cuarentena. Durante este tiempo, el laboratorio de control de calidad continúa sus análisis detallados para verificar el cumplimiento del producto con los estándares de calidad predefinidos.
Solo después de pasar con éxito estas pruebas y una revisión final, el producto se libera para su distribución.
Nuestras capacidades industriales en síntesis química incluyen una capacidad de reacción de 800 m³ con múltiples reactores de diversos tamaños, que se adaptan a las necesidades de volumen específicas en el ciclo de vida de un API de molécula pequeña y en diferentes etapas comerciales. Contamos con una amplia experiencia en síntesis química, especializándonos en hidrogenación, carbonilación, aminación reductora, cianuración y reutilización de catalizadores, entre otros.
Como parte de nuestro compromiso con la eficiencia del proceso, priorizamos la recuperación de catalizadores y la sostenibilidad, asegurando tanto calidad como innovación en nuestros servicios de CDMO.
Proporcionamos servicios de fermentación y purificación industrial a múltiples escalas, apoyando el desarrollo y la comercialización de moléculas pequeñas para aplicaciones humanas y veterinarias.
Con más de 2,000 m³ de capacidad de fermentación flexible, nuestras instalaciones están equipadas para gestionar una amplia gama de procesos. Aprovechando tecnologías avanzadas como la centrifugación, cromatografía y filtración, garantizamos una purificación eficiente y adaptabilidad a diversos organismos y moléculas.
Establecida para la recuperación eficiente de solventes orgánicos, asegurando prácticas sostenibles en nuestras operaciones.
Este proceso no solo reduce el desperdicio, sino que también maximiza la utilización de recursos, contribuyendo a un enfoque ambientalmente responsable en nuestra fabricación.
Configurado para asegurar el almacenamiento seguro y eficiente de productos farmacéuticos. Con sistemas avanzados de gestión de inventario y estricta adherencia a las normativas regulatorias, mantenemos condiciones óptimas para todos los materiales.
Nuestro equipo está comprometido a brindar apoyo logístico y en la cadena de suministro sin problemas.
Incluye mantenimiento predictivo para asegurar el funcionamiento eficiente de nuestras utilidades industriales. Al emplear tecnologías avanzadas de monitoreo, podemos identificar posibles problemas en los equipos antes de que surjan, reduciendo el tiempo de inactividad y mejorando el rendimiento general.
Este enfoque proactivo no solo extiende la vida útil del equipo, sino que también promueve operaciones rentables.
Diseñado para el manejo seguro y eficiente de productos farmacéuticos sólidos.
Equipado con avanzados sistemas de gestión de inventario, aseguramos condiciones óptimas de almacenamiento y cumplimiento con las normativas, facilitando una logística libre de problemas y el acceso oportuno a los materiales.
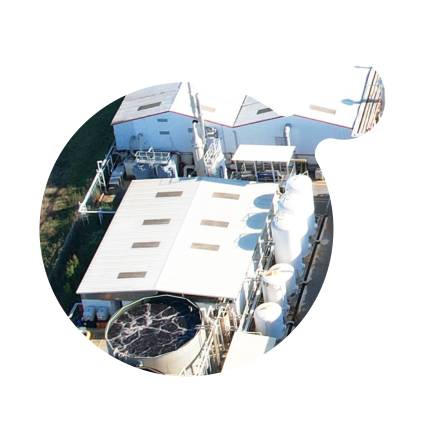
Nuestra planta de tratamiento de aguas residuales está diseñada para gestionar y tratar los residuos de manera eficiente, asegurando un impacto ambiental mínimo.
Nos enfocamos en procesos avanzados que mejoran la calidad del agua y promueven la sostenibilidad.
Nuestro compromiso de reducir nuestra huella ecológica refleja nuestra dedicación a prácticas responsables y a la conservación del medio ambiente.
Fermentación en planta piloto con plena escalabilidad, lo que nos permite fabricar lotes técnicos y compatibles con GMP.
Nuestro enfoque flexible asegura que podemos adaptarnos a diversas necesidades de producción, apoyando a los clientes en todo el proceso de desarrollo y comercialización de sus productos.
Nuestros equipos de QC y QA están plenamente calificados para analizar y liberar materias primas, intermedios e ingredientes activos.
Empleamos diversos métodos analíticos de acuerdo con farmacopeas estadounidenses, europeas, coreanas y otras internacionales. En I+D, nuestro equipo experto se enfoca en el desarrollo de procesos, optimizaciones y soluciones escalables, junto con el desarrollo de métodos analíticos.
Nuestra instalación multipropósito está equipada con una amplia gama de equipos necesarios para ejecutar el procesamiento downstream (DSP) y desarrollar moléculas que cumplan con todos los estándares y especificaciones requeridos.
Fermentación industrial
Fabricación
En el núcleo de nuestras operaciones se encuentra el proceso de fermentación industrial. Aquí, los microorganismos se fermentan en grandes biorreactores de acero inoxidable, segregando compuestos bioactivos esenciales.
Este proceso está respaldado por sistemas avanzados de monitoreo que mantienen condiciones ambientales y operativas precisas, asegurando una producción constante y eficiente.

Microbiología
Fabricación
En entornos controlados y meticulosamente mantenidos, se cultivan microorganismos para iniciar los cultivos de fermentación.
Estos cultivos sirven como base para la producción de ingredientes farmacéuticos utilizados en áreas terapéuticas esenciales, como antibióticos para la salud humana y animal y medicamentos inmunosupresores.
Microbiólogos y técnicos cualificados gestionan cada fase de este proceso, garantizando precisión y cumplimiento con estrictos estándares para lograr un crecimiento microbiano óptimo y consistente.

Downstream
Fabricación
En nuestro proceso downstream, purificamos eficientemente el producto de la unidad de fermentación utilizando equipos avanzados de centrifugación, filtración y secado. Estas capacidades nos permiten alcanzar altos estándares de calidad mientras aseguramos la recuperación efectiva y el procesamiento de ingredientes farmacéuticos activos de alta calidad.

Recuperación de solventes
Fabricación
Nos enfocamos en la recuperación de solventes orgánicos, asegurando prácticas eficientes y sostenibles en nuestras operaciones.
Este proceso minimiza el desperdicio y promueve la reutilización de recursos, reflejando nuestro compromiso con la responsabilidad ambiental.

Operación de API
Fabricación
Utilizamos una unidad de síntesis química para modificar grupos funcionales en moléculas, logrando el producto deseado.
Este proceso asegura precisión y eficacia en la producción de ingredientes farmacéuticos activos de alta calidad.
I+D
Fabricación
La unidad de I+D destaca nuestro compromiso con la innovación en la producción farmacéutica. Liderado por científicos especializados, nos enfocamos en desarrollar nuevas tecnologías para ingredientes genéricos en diversas áreas terapéuticas.
Un equipo multidisciplinar asegura el cumplimiento con estándares internacionales mientras aborda el desarrollo de productos, incluyendo diseño de síntesis, servicios analíticos y apoyo regulatorio.

Utilidades
Ingeniería y servicios técnicos
La infraestructura de utilidades asegura el funcionamiento fluido de todos los procesos dentro del sitio.
Esto incluye el suministro de servicios esenciales como agua purificada, vapor, aire comprimido y entornos controlados críticos para mantener la integridad de los procesos de fermentación y purificación.

Ingeniería
Ingeniería y servicios técnicos
Aseguramos la disponibilidad inmediata de equipos mediante prácticas de mantenimiento impecables.
Nuestro equipo de ingeniería se centra en optimizar el rendimiento y la confiabilidad, apoyando operaciones eficientes en todos los procesos.

Servicios generales
Ingeniería y servicios técnicos
Aunque están presentes en la fábrica, los servicios generales desempeñan un papel secundario y no tienen un impacto significativo en los procesos de producción.

Laboratorio analítico y servicios de calidad
SCM
Nuestro laboratorio analítico desempeña un papel fundamental en garantizar la excelencia del producto. Cada lote se somete a pruebas rigurosas para asegurar que cumple con los estrictos parámetros de calidad establecidos por las directrices internacionales.
Desde evaluaciones microbiológicas hasta pruebas químicas y físicas, el laboratorio utiliza instrumentos de última tecnología para certificar el cumplimiento. Solo después de que estas exhaustivas pruebas confirman la adhesión del producto a los estándares más altos, se aprueba su liberación.

Almacenamiento temporal y liberación final
SCM
Tras el envasado, los productos se almacenan temporalmente bajo condiciones controladas de temperatura en cuarentena. Durante este tiempo, el laboratorio de control de calidad continúa sus análisis detallados para verificar el cumplimiento del producto con los estándares de calidad predefinidos.
Solo después de pasar con éxito estas pruebas y una revisión final, el producto se libera para su distribución.

Síntesis química
Nuestras capacidades industriales en síntesis química incluyen una capacidad de reacción de 800 m³ con múltiples reactores de diversos tamaños, que se adaptan a las necesidades de volumen específicas en el ciclo de vida de un API de molécula pequeña y en diferentes etapas comerciales. Contamos con una amplia experiencia en síntesis química, especializándonos en hidrogenación, carbonilación, aminación reductora, cianuración y reutilización de catalizadores, entre otros.
Como parte de nuestro compromiso con la eficiencia del proceso, priorizamos la recuperación de catalizadores y la sostenibilidad, asegurando tanto calidad como innovación en nuestros servicios de CDMO.

Fermentación industrial
Proporcionamos servicios de fermentación y purificación industrial a múltiples escalas, apoyando el desarrollo y la comercialización de moléculas pequeñas para aplicaciones humanas y veterinarias.
Con más de 2,000 m³ de capacidad de fermentación flexible, nuestras instalaciones están equipadas para gestionar una amplia gama de procesos. Aprovechando tecnologías avanzadas como la centrifugación, cromatografía y filtración, garantizamos una purificación eficiente y adaptabilidad a diversos organismos y moléculas.

Planta de destilación
Establecida para la recuperación eficiente de solventes orgánicos, asegurando prácticas sostenibles en nuestras operaciones.
Este proceso no solo reduce el desperdicio, sino que también maximiza la utilización de recursos, contribuyendo a un enfoque ambientalmente responsable en nuestra fabricación.

Almacén
Configurado para asegurar el almacenamiento seguro y eficiente de productos farmacéuticos. Con sistemas avanzados de gestión de inventario y estricta adherencia a las normativas regulatorias, mantenemos condiciones óptimas para todos los materiales.
Nuestro equipo está comprometido a brindar apoyo logístico y en la cadena de suministro sin problemas.

Servicios de apoyo y utilidades industriales
Incluye mantenimiento predictivo para asegurar el funcionamiento eficiente de nuestras utilidades industriales. Al emplear tecnologías avanzadas de monitoreo, podemos identificar posibles problemas en los equipos antes de que surjan, reduciendo el tiempo de inactividad y mejorando el rendimiento general.
Este enfoque proactivo no solo extiende la vida útil del equipo, sino que también promueve operaciones rentables.

Almacén para almacenamiento de sólidos
Diseñado para el manejo seguro y eficiente de productos farmacéuticos sólidos.
Equipado con avanzados sistemas de gestión de inventario, aseguramos condiciones óptimas de almacenamiento y cumplimiento con las normativas, facilitando una logística libre de problemas y el acceso oportuno a los materiales.

Planta de tratamiento de aguas residuales (WWTP)
Nuestra planta de tratamiento de aguas residuales está diseñada para gestionar y tratar los residuos de manera eficiente, asegurando un impacto ambiental mínimo.
Nos enfocamos en procesos avanzados que mejoran la calidad del agua y promueven la sostenibilidad.
Nuestro compromiso de reducir nuestra huella ecológica refleja nuestra dedicación a prácticas responsables y a la conservación del medio ambiente.
Planta piloto de fermentación
Fermentación en planta piloto con plena escalabilidad, lo que nos permite fabricar lotes técnicos y compatibles con GMP.
Nuestro enfoque flexible asegura que podemos adaptarnos a diversas necesidades de producción, apoyando a los clientes en todo el proceso de desarrollo y comercialización de sus productos.

Control de Calidad (QC), Aseguramiento de Calidad (QA) e I+D
Nuestros equipos de QC y QA están plenamente calificados para analizar y liberar materias primas, intermedios e ingredientes activos.
Empleamos diversos métodos analíticos de acuerdo con farmacopeas estadounidenses, europeas, coreanas y otras internacionales. En I+D, nuestro equipo experto se enfoca en el desarrollo de procesos, optimizaciones y soluciones escalables, junto con el desarrollo de métodos analíticos.

Instalación multipropósito
Nuestra instalación multipropósito está equipada con una amplia gama de equipos necesarios para ejecutar el procesamiento downstream (DSP) y desarrollar moléculas que cumplan con todos los estándares y especificaciones requeridos.

Cargando... 0%